その他の溶接
|
ラム・ソーブロックの修理の特徴 ①当り面の修理は、溶接有効厚さを考慮して深さをきめ開先加工を行います。 浸透深傷試験で検査し、割れが確認されれば完全に除去した溶接修理を行います。 ②割れの修理にはCapilla 64kb、面の修理には64kbsを使用します。 溶接後の熱処理によって最終的にSKT4に近似の耐磨耗性と高靱性を備えた表面層が得られます。 |
||
 |
 |
 |
|
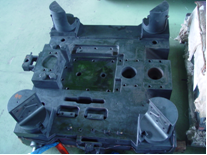
ボルスター・ダイホルダーの修理の特徴 基本的な考え方と溶接方法はラムの修理に準じます。 ボルスター・ダイホルダーの材質によっては |
||
 |
 |
 |
|
溶接後の仕上げについて 最終機械仕上加工を施し、完成品として納入させていただきます。 |
||
|
金型修理についてのご相談 詳しく ご説明させて頂きます。 TEL:052-689-6550 FAX:052-689-6551 または こちらへお問合せください。 |
||