アルミダイカスト用金型修理
|
豊和の金型溶接の特徴 溶接材料は金型の損傷部に求められる特性を考慮して 最適材料を選んで使用します。 また、予熱から後熱処理までを 図1に示す一連の流れのもとで作業します。 |
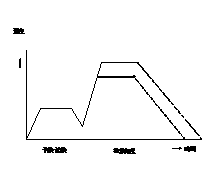 温度条件 <図1> |
|
|
施工例 ① 亀裂補修 - オイルパン(写真 1) |
||
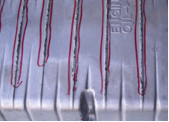 A. 従前の溶接では5,000ショットで製品にバリが発生 |
 B. 肉盛溶接をした金型 |
 C. 肉盛溶接後82,000ショット経過した製品 |
| <写真1> | ||
|
② 溶損補修 - プレートシール(写真 2)溶損試験を実施しました。 図2に装置の概略図を、写真3に試験結果を示します。 |
||
 <写真2> 湯口の近傍が溶損した金型 |
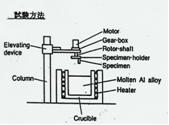 <図2> 装置概略図 |
 <写真3> 試験結果 |
|
③ 溶接構造金型 (特許第3429754号)冷却孔の大きさや位置は 金型寿命を大きく支配します金型を2分割し、 内部冷却回路を加工した後、溶接で一体化します。 信頼の溶接がこの工法を可能にしました。 この実施例を図3に示します。 |
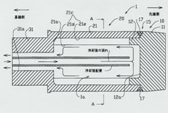 <図3> ボアピン |
|
|
金型修理についてのご相談 詳しく ご説明させて頂きます。 TEL:052-689-6550 FAX:052-689-6551 または こちらへお問合せください。 |
||